Meraki Center
Nội dung bài viết
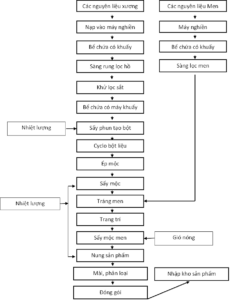
1.1 Sơ đồ dây chuyền công nghệ
- Sơ đồ dây chuyền công nghệ sản xuất gạch lát.

- Sơ đồ dây chuyền công nghệ sản xuất gạch ốp.

1.2. Thuyết minh công nghệ sản xuất gạch ceramic
Dây chuyền công nghệ sản xuất gạch gốm ốp lát nung 1 lần được mô tả khái quát như sau:
a, Quá trình gia công phối liệu hồ xương
Nguyên liệu chính để làm xương gạch gốm ốp lát gồm có đất sét, cao lanh, feldspar và một số nguyên liệu khác. Tùy theo từng loại sản phẩm như gạch ốp hoặc gạch lát và chất lượng sản phẩm cần sản xuất, người ta dựa vào những nguyên liệu có sẵn để lựa chọn bài phối liệu xương cho phù hợp, đảm bảo yếu tố kỹ thuật và kinh tế.
Sau khi lựa chọn được bài phối liệu là quá trình gia công phối liệu xương trong thiết bị máy nghiền bi ướt để nghiền mịn hồ phối liệu. Đây là công nghệ nghiền hiệu quả nhất hiện nay.
Máy nghiền bi ướt hiện đang dùng có 2 loại: Máy nghiền bi ướt liên tục, máy nghiền bi ướt gián đoạn theo mẻ được sử dụng phổ biến ở rất nhiều doanh nghiệp trong và ngoài nước. Trong đó máy nghiền bi liên tục có hiệu quả kinh tế hơn nhiều so với máy nghiền bi gián đoạn nhưng về lĩnh vực kỹ thuật máy nghiền gián đoạn có tính ưu việt hơn vì độ đồng nhất phối liệu cao hơn so với máy nghiền liên tục.
Phối liệu xương nghiền cần đạt những yêu cầu sau:
– Nghiền mịn phối liệu xương trong máy nghiền bi đạt kích cỡ hạt quy định, khi nung các phản ứng hóa học giữa các phân tử sẽ phản ứng tốt hơn. Muốn phản ứng xảy ra nhanh cần phải nghiền mịn để làm tăng bề mặt tiếp xúc giữa các phân tử. Việc lựa chọn độ mịn cần nghiền cũng phải tính toán giữa yếu tố kỹ thuật và yếu tố kinh tế liên quan đến tiêu tốn năng lượng nghiền.
– Phối liệu xương khi nghiền trong máy nghiền bi sẽ được đảo trộn đồng đều về thành phần hóa học để khi phản ứng tạo khoáng trong xương sẽ đều, xương sẽ đồng nhất khi nung gạch sẽ đạt độ phẳng cao.
Tóm lại việc nghiền phối liệu sẽ tạo ra hồ xương cần thiết cho quá trình sản xuất sản phẩm gạch gốm ốp lát. Hồ xương sau khi nghiền được lọc qua sang và lưu trong các bể chứa có hệ thống khuấy chống lắng.
b, Quá trình gia công phối liệu men.
Men là thành phần quan trọng của sản phẩm, men tráng trên bề mặt sản phẩm cũng phải được nghiền mịn. Thiết bị lựa chọn sử dụng máy nghiền bi ướt gián đoạn, đối với công đoạn gia công phối liệu men người ta không sử dụng máy nghiền liên tục bởi độ đồng nhất của men sau khi nghiền kém hơn so với nghiền gián đoạn. Ngoài ra, lượng men cần chế tạo không nhiều nên cũng không cần đến máy nghiền liên tục.
Men được sản xuất từ nhiều loại nguyên liệu khác nhau và khi nghiền mịn cũng đòi hỏi những yêu cầu kỹ thuật như độ mịn khác nhau để sau khi tráng men và nung sản phẩm có bề mặt theo yêu cầu riêng của từng loại.
=>>Xem thêm: Hóa chất ceramic trong việc phối bài men
c, Quá trình sấy bột liệu ép
Phối liệu xương sau khi nghiền ở dạng hồ có độ ẩm thường từ 30 ÷ 36 %. Để có bột sấy cho khâu ép mộc, người ta phải sấy hồ, tạo bột có độ ẩm khoảng 6,5±0,5 %.
Hồ xương trước khi sấy thành bột ép được xử lý qua các bước công nghệ như sau:
– Bơm, sàng hồ để loại bỏ các tạp chất gây ảnh hưởng không tốt tới chất lượng của xương.
– Hồ xương được lọc, khử tạp chất sắt tự do và các tạp chất khác còn lẫn trong nguyên liệu khi gia công. Thiết bị khử sắt là nam châm điện hoặc nam châm vĩnh cửu. Công việc này có tác dụng tốt đối với xương vì nếu còn sót lại trong xương thì chúng sẽ gây lỗi sản phẩm như sùi bề mặt làm hỏng lớp men khi được nung ở nhiệt độ cao.
Thiết bị sấy hồ xương tạo bột ép hiện nay được dùng phổ biến là thiết bị tháp sấy phun.
Nguyên lý của quá trình sấy phun có thể mô tả sơ bộ như sau:
Vật sấy là hồ xương được bơm với áp suất cao và phun qua những đầu phun để tạo thành những hạt hồ có kích thước nhỏ trong tháp sấy theo cơ chế phun từ phía dưới lên, sau đó rơi tự do trong tháp từ phía trên xuống đáy tháp sấy.
Tác nhân sấy là khí nóng được hình thành từ lò đốt dùng nhiên liệu dầu hoặc khí hóa từ nhiên liệu than… đi từ phía nóc tháp sấy xuống đáy tháp sấy.
Trong tháp sấy vật sấy tiếp xúc với tác nhân sấy, trong tháp diễn ra sự trao đổi nhiệt và quá trình thoát ẩm của hồ xương. Quá trình sấy chỉ diễn ra trong thời gian rất ngắn. Bột liệu sau sấy lắng xuống đáy tháp và đi ra ngoàiqua đáy tháp, khí thải theo quạt hút, qua hệ thống cyclon lọc bụi và ra ngoài bằng ống khói.
d, Quá trình ép và tạo hình bán thành phẩm
Trong công nghệ sản xuất gạch ốp lát hiện nay để định hình hình dáng kích thước sản phẩm người ta dùng phương pháp ép bán khô, phối liệu ép theo phương pháp này cần hàm lượng chất liên kết đủ để đảm bảo cường độ cho sản phẩm ép. Độ ẩm bột ép thích hợp với những máy ép hiện đại như các doanh nghiệp đang sử dụng khoảng 6 ¸ 7,5%. Thiết bị sử dụng thông thường là máy ép thủy lực có lực ép tổng từ 1500÷36.000 tấn, có hệ thống điều khiển tự động.
Quá trình ép mộc diễn ra như sau:
– Bột ép được hệ thống rải liệu nạp bột vào các hốc khuôn ép, mỗi hộp khuôn ép có từ 1 ÷ 6 hốc khuôn, bột ép và sản phẩm mộc được định lượng trong các hốc khuôn rất đều nhau với dung sai khoảng 30 ÷ 80 gam (tùy thuộc vào kích thước sản phẩm). Độ dày mộc phụ thuộc vào lượng bột rải trong hốc khuôn và lực ép của máy. Các thông số độ dày mộc và lực ép được cài đặt sẵn trên hệ thống điều khiển của thiết bị ép.
– Sau khi rải bột xong máy tự động ép với lực ép đã cài đặt trên hệ điều khiển của máy để định hình mộc sản phẩm.
– Sau khi ép máy ép tự động đẩy mộc khỏi hốc khuôn ép và được vận chuyển ra dây chuyền.
– Mộc sau khi ép được hệ thống bàn lật có nhiệm vụ quay bề mặt sử dụng của mộc sản phẩm lên phía trên.
– Mộc sau ép được định hình theo hình dáng của khuôn còn độ dày mộc do người vận hành đặt theo yêu cầu tiêu chuẩn kỹ thuật của từng loại sản phẩm.
Tóm lại để tạo hình sản phẩm gạch ốp lát phải ép định hình trong khuôn. Mộc sau ép là bán thành phẩm có những tính năng cần thiết như độ bền cơ học, ít có khả năng biến dạng, có độ xít đặc cao đảm bảo những yêu cầu cần thiết để các công đoạn sau hoàn thiện mộc bán thành phẩm dễ dàng, giảm thiểu những hư hỏng mộc cho các công đoạn sản xuất tiếp theo.
e, Quá trình sấy mộc
Mộc sau khi ép có độ ẩm khoảng 6 ¸ 7%, để đảm bảo sản phẩm trước khi nung không bị nổ vỡ do mất nước cơ lý và phải có cường độ tối thiểu trước khi tráng men cũng như có được độ khô cần thiết để tạo thuận lợi cho sự bám dính của men trong quá trình tráng men sản phẩm, người ta thường dùng thiết bị sấy như: Sấy đứng hoặc sấy nằm, nhằm sử dụng tác nhân nhiệt để loại bớt lượng ẩm có trong sản phẩm sao cho đạt được độ ẩm cần thiết của sản phẩm sau khi sấy từ 0,1 ¸ 0,3 % tùy theo từng sản phẩm.
Quá trình sấy mộc diễn ra như sau:
– Sản phẩm mộc sau khi ép qua hệ thống bàn lật được đưa thẳng vào hệ thống sấy mộc bằng hệ thống băng tải tự động, trên hệ thống băng tải tự động người ta thường lắp thiết bị tích tụ nhằm xắp xếp và tạo hàng sản phẩm trước khi được đưa vào hệ thống sấy mộc, để có khoảng cách nhất định giữa các hàng sản phẩm tạo thuận lợi cho tác nhân sấy phân bố đều trong quá trình sấy.
– Sau khi mộc được đưa vào hệ thống sấy tức là phải trải qua một quá trình sấy với một đường cong nhiệt sấy thích hợp được đặt trên màn hình điều khiển hệ thống sấy, tùy từng thiết bị sấy mà có các đường cong sấy khác nhau, nhưng thông thường nhiệt độ sấy tối đa là 150 – 3000C và chu kỳ sấy 30 – 60 phút tùy theo thiết bị và kích thước mỗi loại sản phẩm.
– Trên hệ thống sấy mộc, tác nhân sấy được tạo ra bằng nguồn nhiệt từ các hệ thống mỏ đốt tự động hoặc nguồn nhiệt khác được lắp phân bố đều hai bên nhằm tạo môi trường sấy được đồng đều.
– Sản phẩm sau khi sấy thường có độ ẩm ≤ 0,5 %, cường độ chịu uốn yêu cầu >1,4 N/mm2 và nhiệt độ bề mặt sản phẩm là 75 ¸ 1200C tùy theo từng thiết sấy và kích thước sản phẩm.
Tóm lại quá trình sấy mộc bán sản phẩm là quá trình tạo cho sản phẩm mộc sau khi sấy giảm độ ẩm xuống thấp, nhiệt độ bề mặt và độ bền cơ học đạt giá trịcần thiết và không làm thay đổi lớn về hình dáng của sản phẩm mộc.
f, Quá trình tráng men
Dây chuyền công nghệ sản xuất gạch lát nền
Để có được độ bóng của sản phẩm cuối cùng cũng như tăng tính thẩm mỹ và khả năng sức bền của vật liệu, người ta thường phủ 1 hoặc nhiều lớp men trên bề mặt sản phẩm trước khi nung, lớp men được phủ thông thường là 2 loại: Men lót hay còn gọi là men Engobe và men nền, 2 loại men này đều được nghiền ướt có lượng nước từ 30¸35% tùy theo từng loại men và thiết bị công nghệ.
Quá trình tráng men người ta thường dùng thiết bị: Tráng men bằng hệ thống chuông, hệ thống đĩa văng hoặc hệ thống tạo màng phẳng để tạo cho men có độ bám dính với sản phẩm và độ đồng đều trên bề mặt sản phẩm.
Quá trình tráng men được diễn ra như sau:
- Sản phẩm sau khi được sấy, qua thiết bị chổi quét mặt gạch có tác dụng làm sạch bề mặt mộc, sau đó chạy thẳng vào dây chuyền tráng men bằng thiết bị chuyền tải tự động, qua thiết bị phun ẩm tạo ẩm bề mặt làm giảm nhiệt độ để có được nhiệt độ cần thiết và làm tăng độ bám dính của men, hạn chế hiện tượng rỗ men sản phẩm sau khi tráng men, rồi qua hệ thống tráng men engobe và men nền.
- Mộc sau khi phun ẩm được chạy qua hệ thống tráng men (hệ thống tráng men chuông, hệ thống tráng men kiểu thác nước, hệ thống tráng men vela) 2 lớp men lót và men nền tức là sản phẩm đã được thực hiện quá trình tráng men.
- Men trước khi tráng thường được chứa trong thùng chuyên dụng có cánh khuấy để tạo cho men có sự đồng nhất, hạn chế sự keo tụ. Thiết bị này được đặt gần với thiết bị tráng men và được chuyển men lên thiết bị tráng men bằng hệ thống bơm trực tiếp đặt trong thùng khuấy.
Dây chuyền công nghệ sản xuất gạch ốp.
Để sản xuất gạch ốp trước khi đưa sản phẩm vào công đoạn tráng men người ta cần thực hiện việc nung xương (nung lần một) do:
Trong xương gạch ốp bao giờ cũng có một lượng nguyên vật liệu như: bột đá vôi, dolomite mục đích là để làm giảm khối lượng chịu tải, tăng độ liên kết giữa gạch và tường xây. Khi có mặt các nguyên liệu này quá trình nung sẽ tạo ra một lượng khí CO2 thoát ra trong khoảng nhiệt độ mà men phủ và men lót bắt đầu chảy sẽ làm cho bề mặt men bị nhiều khuyết tật như: phồng men, rộp men, sôi men..
Xương gạch ốp mang đi tráng men cần có các yêu cầu sau:
- Độ hút nước: 14 – 17 % để đảm bảo cho quá trình tráng men từ công đoạn tráng engobe sang tráng men phủ bề mặt men engobe kịp khô tránh trường hợp bị hòa trộn giữa men engobe và men phủ.
- Bề mặt xương: cần phải sạch, nhẵn
- Kích thước, độ phẳng: kích thước và độ phẳng phải đảm bảo các yêu cầu kỹ thuật để tránh các trường hợp bị giắt kẹt trong quá trình tráng men in lưới, hoặc có thể bị mất màu trong quá trình in do độ phẳng không đạt.
g, Quá trình in hoa văn sản phẩm
Để có tính thẩm mỹ cao và tạo được đường nét hoa văn trên bề mặt sản phẩm theo ý muốn, đa dạng về mẫu mã, người ta thường in trang trí trên bề mặt sản phẩm mộc bằng loại men có pha màu sắc. Để in trang trí được trên sản phẩm người ta thường dùng một số thiết bị in: Thiết bị in lưới phẳng và thiết bị in Rulo (máy roto matrix, roto color), máy in kỹ thuật số (KTS) .
Quá trình in trang trí trên mộc được diễn ra như sau:
- Sản phẩm sau khi được tráng men, qua thiết bị mài cạnh có tác dụng loại bỏ các ba via và men chảy tràn bám vào cạnh sản phẩm, vòi khí nén thổi trực tiếp lên bề mặt sản phẩm để làm sạch bề mặt trước khi in trang trí, sau đó đưa vào thiết bị in bằng hệ thống băng chuyền tải tự động và được định vị bằng các thanh hướng có dây đai chuyền tải.
- Sản phẩm đưa vào máy in được định vị bằng thiết bị tự động. Điều chỉnh khung lưới in hoặc quả Rulo sao cho các họa tiết cần in được khắc trên lưới in hoặc tấm Polime được bố trí theo thiết kế mẫu đã định sẵn trên bề mặt sản phẩm.
- Men dùng để in họa tiết thường là loại men có nhiệt độ chảy thấp, được nghiền ướt có pha màu theo quy trình thiết kế và trộn với một loại dung môi có tác dụng tạo độ linh động cho men in không bị dính lưới, Rulo và làm tăng độ bám dính của men.
- Men in trang trí được bơm hoặc đổ trực tiếp lên lưới in hoặc Rulo, bằng thiết bị dao gạt hoặc độ tì quả Rulo mà men in lưới được dải đều trên bề mặt sản phẩm.
- Mỗi thiết bị in trang trí thường cố định cho một màu của họa tiết cần được in.
- Hiện nay chủ yếu sử dụng công nghệ in kỹ thuật số – inkjet – in tự động.
h, Quá trình nung sản phẩm
Để có được sản phẩm cuối cùng theo yêu cầu và các tính chất kỹ thuật của sản phẩm theo tiêu chuẩn phải qua khâu nung. Thiết bị lò nung phổ biến hiện nay trên thế giới là: Lò nung thanh lăn hoặc lò tuynen. Ở nước ta đang sử dụng phổ biến loại lò nung thanh lăn.
Trước đây loại lò nung thanh lăn được sản xuất nhiều ở Italy, Tây Ban Nha, Đức và đến khoảng năm 2000 Trung Quốc đã bắt đầu sản xuất loại lò này. Ở nước ta từ năm 2000 đã sử dụng nhiều lò nung được sản xuất tại Trung Quốc vì giá thành chỉ khoảng bằng 60% giá của Châu Âu.
Quá trình nung đốt sản phẩm diễn ra như sau:
– Sản phẩm sau khi được in trang trí trên mộc, được đưa vào hệ thống xe goòng bằng hệ thống xếp tải tự động hoặc thủ công, sau đó qua thiết bị dỡ tải và tạo hàng sản phẩm vào thiết bị lò nung, thực hiện quá trình nung đốt.
– Sản phẩm được nung với đường cong nhiệt phù hợp, thường có nhiệt độ nung ở vùng nung cao nhất từ 1130¸12000C, chu kỳ nung từ 30 ¸ 60 phút tùy kích thước và yêu cầu đặc tính kỹ thuật từng sản phẩm.
– Nhiệt cung cấp cho quá trình nung đốt từ hệ thống các mỏ đốt tự động được bố trí hai bên thành lò nhằm tạo môi trường nung đồng đều, các mỏ đốt tạo nhiệt bởi quá trình đốt nguồn nhiên liệu như: Dầu, gas hoặc khí hóa từ than. Kèm theo có hệ thống cung cấp khí và ôxy cho quá trình cháy nhiên liệu gồm: quạt gió cao áp và hệ thống đường ống dẫn khí tới các mỏ đốt.
– Để hạn chế các biến cố xảy ra trong quá trình nung đốt người vận hành cần phải thường xuyên theo dõi các chế độ làm việc của lò và có phương án thay thế loại bỏ các thanh lăn không đạt yêu cầu (bẩn), thường xuyên kiểm tra, vệ sinh các bép phun mỏ đốt.
i, Quá trình phân loại sản phẩm
Để có được chất lượng sản phẩm theo đúng phẩm cấp công bố và ban hành trước khi đưa ra thị trường, người ta thường phân loại phẩm cấp chất lượng của sản phẩm như sau:
Sản phẩm được phân loại theo phẩm cấp chất lượng từ cao đến thấp. Đó là sản phẩm loại 1, 2, 3 hoặc A, B, C…
Việc phân loại sản phẩm căn cứ theo các tiêu chí sau:
- Tiêu chuẩn về kích thước:
- Tiêu chuẩn về độ phẳng: sản phẩm có bề mặt phải phẳng. Tuy nhiên sản phẩm không bao giờ phẳng tuyệt đối nên người ta phân chia phẩm cấp chất lượng theo mức độ phẳng.
- Tiêu chuẩn bề mặt sản phẩm.
k, Quá trình đóng gói sản phẩm
Để thuận lợi cho việc bảo quản sản phẩm cũng như quảng bá thương hiệu và khuyến cáo cho các nhà sử dụng, người ta thường đóng gói sản phẩm. Với những đặc thù của sản phẩm gạch gốm sứ là có khối lượng rất nặng nên người ta lựa chọn vỏ hộp có đủ độ bền. Trên vỏ hộp được in nhãn mác theo luật (thương hiệu, nhà sản xuất, mã sản phẩm, ngày sản xuất, ca sản xuất…).
Nội dung được phát triển bởi đội ngũ Meraki Center với mục đích chia sẻ và tăng trải nghiệm khách hàng. Mọi ý kiến đóng góp xin vui lòng liên hệ tổng đài chăm sóc: 1900 0000 hoặc email: hotro@merakicenter.edu.vn